What Is Forging? Differences Between Hot Forging and Cold Forging


Forging is one of the oldest manufacturing processes, dating back thousands of years to ancient civilizations where blacksmiths shaped metal using heat and hammering techniques. Over time, this traditional method has evolved into a highly advanced industrial process, yet its fundamental principle remains the same shaping metal through controlled force to improve its strength and durability.
In modern engineering, forging is widely used to produce reliable and high-strength components for applications ranging from basic tools to critical parts in automotive and aerospace industries. This is because the process enhances the internal structure of the material, resulting in improved mechanical properties compared to many other manufacturing methods.
However, forging is not a single uniform process. It is broadly classified into different methods, among which hot forging and cold forging are the most commonly used. Each method operates under different conditions and offers distinct advantages in terms of strength, precision, and application.
In this blog, we examine the concept of forging, explore its various processes and understand the key differences between hot forging and cold forging in a clear and structured manner.
What Is Forging?
Forging is a metal forming method where material is shaped using compressive forces, typically applied through hammering, pressing or rolling. Unlike casting or machining, forging enhances the internal grain structure of the material, resulting in:
- Higher strength
- Improved fatigue resistance
- Better structural integrity
This makes forged components ideal for high-stress and critical applications.
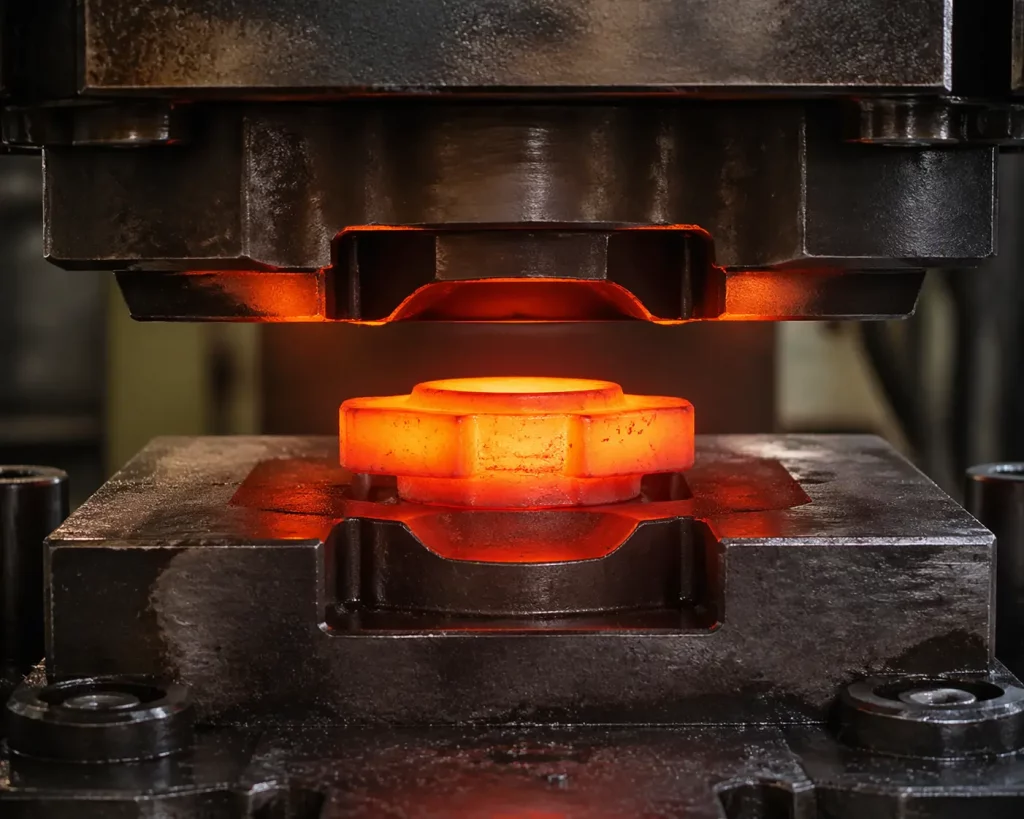
What Is Hot Forging?
Hot forging is a metal forming process carried out at temperatures above the material’s recrystallization point, allowing the metal to be shaped without causing strain hardening. For steel, this typically ranges between 950°C to 1250°C, depending on the alloy composition. At these temperatures, the metal becomes highly ductile, making it easier to form complex shapes without cracking.
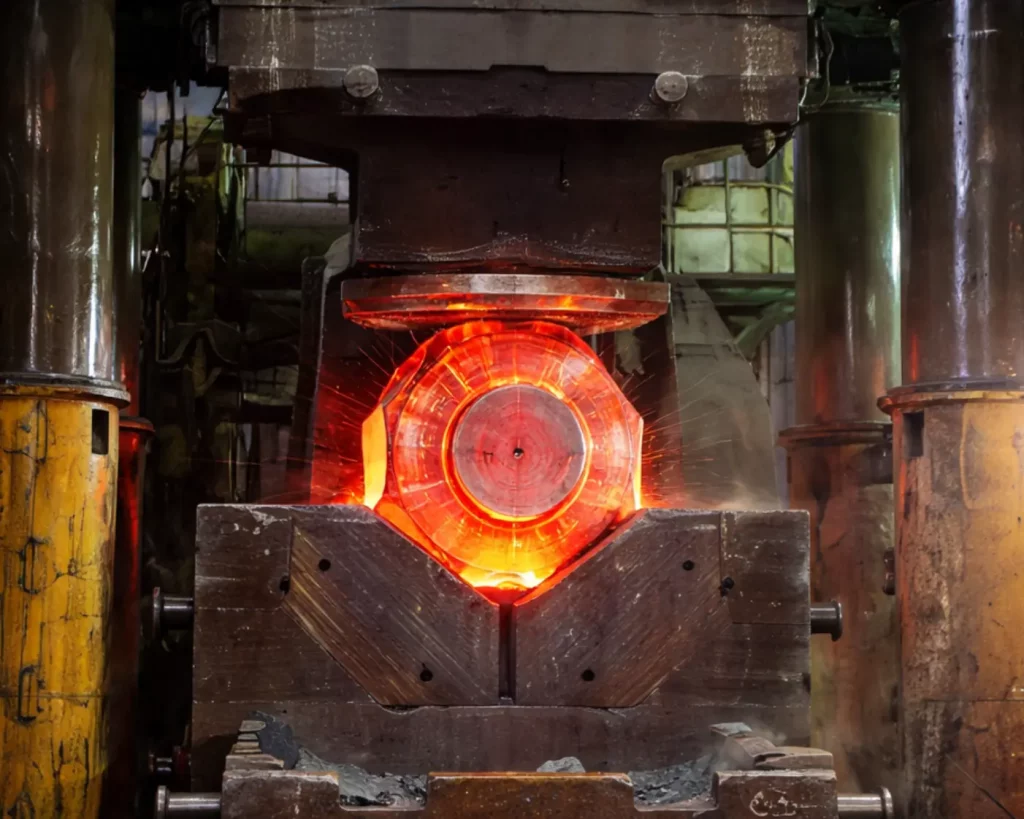
This process is widely used for producing large, heavy, and high-strength components where structural integrity is critical. A key advantage of hot forging is its ability to improve the internal grain structure. As the metal is deformed, the grain flow aligns with the shape of the component, enhancing mechanical properties such as toughness, impact resistance, and fatigue strength.
In comparison to a raw billet with straight and uniform grain structure, hot forging reshapes the grains to follow the contour of the component. This directional grain flow improves load distribution and increases the overall strength and durability of the part, making hot-forged components more reliable for demanding applications.
Process of Hot Forging
The hot forging process involves multiple controlled steps to ensure optimal material performance:
- Heating the metal to the required forging temperature
- Transferring the heated material into dies or under a forging press
- Applying compressive force using hammers or presses
- Shaping the material into the desired geometry
- Cooling the forged component under controlled conditions
- Performing finishing operations such as trimming or machining
Applications of Hot Forging
Hot forging is widely used in industries where components must withstand extreme loads, stress and harsh environments.
- Automotive Industry: Crankshafts, connecting rods and heavy-duty gears that require high strength and fatigue resistance
- Oil & Gas Industry: Valves, flanges and drilling components exposed to high pressure and temperature
- Aerospace Industry: Structural components such as landing gear parts and turbine components where reliability is critical
- Heavy Machinery: Shafts, discs and large structural parts used in construction and industrial equipment.
These applications prefer hot forging due to its ability to withstand extreme loads and harsh operating conditions.
Advantages of Hot Forging
- Easier metal deformation: High temperatures reduce the material’s resistance, allowing it to be shaped more easily without cracking.
- Suitable for large and complex shapes: Ideal for producing heavy components and intricate geometries that are difficult to achieve through cold processes.
- Reduction of internal defects: The process helps eliminate voids and porosity, resulting in stronger and more reliable parts.
- Improved grain flow: Enhances mechanical properties such as toughness, ductility and fatigue resistance.
Disadvantages of Hot Forging
- Lower dimensional accuracy: Components often require secondary machining to achieve precise tolerances.
- Oxidation and scaling: Exposure to high temperatures leads to surface oxidation, affecting finish quality.
- Higher energy consumption: Significant energy is required to heat and maintain the metal at forging temperatures.
- Additional finishing operations: Post-processing such as trimming, machining or heat treatment is often necessary.
What Is Cold Forging?
Cold forging is a manufacturing process in which metal is shaped at room temperature or slightly elevated temperatures, without prior heating. Unlike hot forging, this process relies on intense mechanical pressure to deform the material.
Because the metal is not heated, cold forging provides excellent dimensional accuracy and produces components with a smooth surface finish, often eliminating the need for additional machining. It is particularly suitable for large-scale production of small to medium-sized parts. Another key advantage is strain hardening, where the material becomes stronger as it is deformed.
This effect is closely related to the grain structure of the material. In cold forging, the grain flow becomes more compact and tightly aligned as the metal is compressed without recrystallization. The grains follow the contour of the component, resulting in a denser and more uniform structure. This improves hardness and strength, especially in terms of surface and dimensional integrity, although the material has lower ductility compared to hot-forged components.
Process of Cold Forging
The cold forging process is typically faster and more precise, involving:
- Placing the raw material (usually a billet or wire) into a die
- Applying high pressure using mechanical or hydraulic presses
- Forcing the material to flow into the die cavity
- Forming the final shape with tight tolerances
- Minimal or no need for secondary finishing operations
Cold Forging Applications
Cold forging is widely adopted for manufacturing precision parts that require high precision, excellent surface finish and consistent quality in large volumes.
- Fasteners Industry: Bolts, nuts, screws and rivets produced in high quantities with tight tolerances
- Automotive Components: Small precision parts such as pins, shafts and bushings
- Electrical & Electronics: Connectors, terminals and conductive components requiring accuracy and smooth finish
- Precision Tools & Hardware: Hand tools, fittings and small mechanical parts.
These industries Favor cold forging for its precision, consistency, and cost efficiency in mass production.
Advantages of Cold Forging
- Excellent surface finish: Produces smooth and clean components, often eliminating the need for additional finishing.
- High dimensional accuracy: Ensures tight tolerances and consistent quality across large production runs.
- Increased material strength: Strain hardening during the process enhances the strength and hardness of the final product.
- Minimal material waste: Efficient material usage reduces scrap and improves cost-effectiveness.
Disadvantages of Cold Forging
- Limited to simpler shapes: Less suitable for complex or large components due to material rigidity.
- Requires high forming force: Significant pressure is needed to deform metal at room temperature.
- Higher tooling costs: Dies must withstand high stress, increasing initial tooling investment.
- Risk of material cracking: Reduced ductility at lower temperatures can lead to cracking if not properly controlled.
Hot Forging VS Cold Forging
| Factor | Hot Forging | Cold Forging |
|---|---|---|
| Temperature | Performed at temperatures above the recrystallization point (e.g., steel: ~950°C to 1250°C) | Performed at or near room temperature without preheating |
| Material Behaviour | Metal becomes ductile and easy to deform, reducing the risk of cracking | Metal remains hard; it requires high pressure for deformation |
| Material Strength | Moderate during processing, but improves after cooling and heat treatment | Higher strength due to strain hardening during deformation |
| Surface Finish | Rough surface due to oxidation and scale formation at high temperatures | Smooth and clean surface finish, often eliminating the need for machining |
| Dimensional Accuracy | Moderate accuracy; additional machining may be required | High precision with tight tolerances and near-net shape production |
| Tool Wear & Die Life | Lower tool stress but exposed to high temperatures, which may affect die life over time | Higher tool wear due to extreme pressure and friction during forming |
| Complexity of Shapes | Suitable for large, heavy, and complex geometries | Best for small to medium-sized, simple to moderately complex parts |
| Grain Structure | Refined grain flow improves toughness and fatigue resistance | Grain structure is compressed, increasing hardness and strength |
| Energy Consumption | Higher due to heating requirements and temperature maintenance | Lower, as no heating is required, but a high mechanical force is needed |
| Production Volume | Suitable for low to medium production runs and heavy components | Highly efficient for mass production and high-volume manufacturing |
| Material Waste | Slightly higher due to scaling and trimming | Minimal waste due to precise material usage |
| Post-Processing Needs | Often requires machining, finishing, or heat treatment | Minimal or no post-processing required |
Types of Forging Processes
Forging process is broadly classified based on die design, force application and temperature conditions. Depending on whether the metal is heated or not, these processes fall under hot forging or cold forging categories.
Understanding this classification makes it easier to select the most suitable process based on strength, precision and production requirements.
1. Open Die Forging

Open die forging is typically performed at high temperatures, where metal is compressed between flat or simple dies without being fully enclosed.
- Falls under: Hot Forging
- Ideal for large and heavy components
- Allows better grain flow and internal strength
- Common applications: shafts, rings and heavy structural parts
It is best suited for applications where structural integrity and strength matter more than tight tolerances.
2. Closed Die Forging
Closed die forging, also known as impression die forging, can be performed under both hot and cold conditions, depending on the material and precision requirements.
- Falls under: Both Hot and Cold Forging
- High dimensional accuracy and repeatability
- Suitable for complex geometries
- Common applications: automotive, aerospace and industrial components
Hot closed die forging is used for larger parts, while cold closed die forging is preferred for high-precision, smaller
3. Roll Forging

Roll forging involves passing metal through rotating rolls to shape and reduce its thickness.
- Falls under: Hot Forging
- Improves grain structure and material distribution
- Reduces waste and enhances strength
- Common applications: axles, tapered shafts, leaf springs
It is mainly performed at elevated temperatures to allow smooth deformation of metal.
4. Press Forging
Press forging uses continuous pressure to shape metal and can be applied in both hot and cold forging environments.
- Falls under: Both Hot and Cold Forging
- Provides uniform deformation and better internal structure
- Suitable for high-strength and precision components
- Common applications: large industrial parts (hot) and precision parts (cold)
This method is highly versatile and chosen based on component size, complexity and required accuracy.
5. Drop Forging

Drop forging involves shaping heated metal using repeated hammer blows within a die cavity.
- Falls under: Hot Forging
- Uses high-impact force for shaping
- Produces strong components with refined grain structure
- Common applications: automotive parts, tools and heavy-duty components
It is commonly preferred in applications requiring high strength and durability.
How to Choose Between Hot and Cold Forging
Selecting the right forging method is a critical decision that directly impacts product performance, manufacturing cost, and production efficiency. The choice between hot forging and cold forging depends on multiple factors, including component size, material properties, required precision, and production volume.
One of the most important deciding factors is temperature. For example, steel is typically hot forged at temperatures ranging from 950°C to 1250°C, while aluminium is forged around 350°C to 500°C, and brass between 600°C to 800°C. In contrast, cold forging is performed at or near room temperature, usually 20°C to 150°C, depending on the material and process conditions.
Understanding these temperature ranges, along with application requirements, helps manufacturers select the most suitable method. Hot forging is preferred for large and complex components requiring high strength, while cold forging is ideal for producing small, precise parts in high volumes with excellent surface finish.
Choose Hot Forging When:
Hot forging is the preferred option when strength, flexibility in shaping and structural integrity are the primary requirements.
- large or complex shapes: Hot forging allows easier deformation of metal, making it suitable for producing heavy and intricate components that would be difficult to form at room temperature.
- Material ductility is important: At elevated temperatures, metals become more ductile, reducing the risk of cracking during deformation and enabling smoother shaping.
- Internal defects must be minimized: The process helps eliminate voids and improves grain flow, resulting in stronger and more reliable components.
- Superior strength, load-bearing applications are involved: Ideal for industries like automotive, aerospace and oil & gas, where components must withstand extreme stress and harsh environments.
- Working with high-strength or heat-resistant materials: Hot forging is best suited for materials that require elevated temperatures to deform without cracking steel is forged at 950°C–1250°C, titanium at 850°C–1100°C, and nickel alloys at 1000°C–1150°C. These materials are too hard or brittle to cold forge effectively, making hot forging the only viable option.
Choose Cold Forging When:
Cold forging is ideal when precision, surface quality and production efficiency are key priorities.
- High precision and tight tolerances are required: Cold forging delivers near-net shape components, reducing the need for secondary machining operations.
- Surface finish is critical: The process produces a smooth, clean finish, making it suitable for parts where aesthetic and dimensional accuracy matter.
- You are producing small, high-volume components: Highly efficient for mass production of items like fasteners, pins and small automotive parts.
- Material strength needs to be enhanced: Strain hardening during cold forging increases the strength and hardness of the final component.
Working with ductile, easily formable materials: Cold forging works best with materials that have sufficient ductility at room temperature aluminium (forged at 20°C–150°C), copper and brass (20°C–200°C), and low-to-medium carbon steels (up to 150°C) are well-suited for this process. These materials flow under pressure without cracking, making cold forging both efficient and cost-effective.
Partner with Schilthorn for Precision Forging Excellence
Forging continues to be a cornerstone of modern manufacturing, and at Schilthorn Precision Engineering, we bring over 18 years of experience to deliver components that meet the highest standards of strength, durability and reliability.
Our 200-ton forging machine enables us to handle both whether it’s hot forging for large, high-load applications or cold forging for precision-driven, high-volume production tailored to your exact component requirements.
While hot forging offers superior ductility and structural integrity for complex, heavy components, cold forging provides unmatched precision, surface finish and efficiency for smaller parts. The right choice depends on your application requirements, material properties and production goals and our engineering team is here to help you make that call.
Backed by ISO 9001 and AS9100 certifications, every forged component we deliver is validated against defined dimensional criteria before release, ensuring consistent quality and traceability across every order. Ready to discuss your forging requirements? Get in touch with Schilthorn Precision Engineering today.