Rubber to Metal Bonding Process: A Step-by-Step Technical Guide



What is Rubber to Metal Bonding
Rubber to metal bonding is an engineered interfacial joining system in which an elastomeric material is permanently attached to a metallic substrate to form a unified functional assembly. Unlike simple adhesive attachment, this method integrates surface chemistry, material compatibility and controlled vulcanization to create a structural interface capable of transferring load, absorbing vibration and maintaining dimensional stability under service conditions.
In engineered applications, the bonded interface is not merely a connection layer. It becomes a stress-transmitting region where differences in modulus, thermal expansion and deformation behaviour must be accommodated without separation or fatigue failure. The performance of rubber to metal bonded systems therefore depends on coordinated control of material selection, surface preparation, adhesive chemistry, moulding conditions and cure parameters. These assemblies may be produced as bonded bushings, vibration isolators, or as integrated rubber injection moulding components where metal inserts are over moulded within a controlled manufacturing cycle.
Rubber to metal bonding is a critical manufacturing process used in vibration isolation, sealing systems and structural assemblies across automotive, aerospace and industrial sectors. The rubber to metal bonding process integrates surface preparation, adhesive chemistry and controlled vulcanization to create durable rubber to metal bonded components capable of withstanding dynamic loads and environmental stress.
Types of Rubber to Metal Bonding
Rubber-to-metal bonding is an engineered interfacial joining system designed to create composite components capable of transferring mechanical load, absorbing vibration, and accommodating differential thermal expansion between elastomers and metallic substrates. The integrity of the bond depends on interfacial adhesion mechanisms, surface energy compatibility, curing chemistry and stress distribution across the bonded region. Bonding systems are classified according to the dominant adhesion mechanism governing load transfer at the interface.
1. Chemical Bonding (Adhesive-Mediated Co-Vulcanization)
Chemical bonding is the most reliable method for structural and load bearing applications. The metal surface is first cleaned and roughened, then coated with a primer and cover adhesive designed to react with the elastomer during vulcanization. During curing, the rubber crosslinks internally while simultaneously forming a chemical bond at the adhesive interface. This creates a strong and durable connection capable of resisting shear, tensile and peel forces.
- Requires degreasing, grit blasting, and controlled surface roughness.
- Primer improves adhesion to metal; cover coat bonds with rubber compound.
- High shear and peel strength.
- Strong fatigue resistance under cyclic loading.
- Used in structural mounts, bushings, and vibration isolation systems.
2. Mechanical Bonding (Geometric Interlocking)
Mechanical bonding relies on physical retention rather than chemical adhesion. The metal part is designed with grooves, undercuts, perforations or knurled surfaces. During moulding, uncured rubber flows into these features and locks into place after curing. The bond strength comes from mechanical anchoring and friction rather than molecular interaction.
- No adhesive system required.
- Uses retention features such as grooves, undercuts and perforations.
- Moderate strength compared to chemical bonding.
- Lower fatigue resistance in dynamic applications.
- Suitable for low-load or non-structural components.
3. Direct Bonding (Reactive Adhesive-Free Bonding)
Direct bonding uses specially formulated rubber compounds that can bond directly to the metal surface during vulcanization. In this method, no separate primer or cover adhesive layer is applied. The rubber compound reacts with the metal oxide layer under controlled temperature and pressure conditions.
- Eliminates separate adhesive application steps.
- Requires strict control of surface cleanliness.
- Limited to compatible rubber-metal combinations.
- Suitable for high-volume production.
- Reduces process complexity when properly controlled.
4. Cold Bonding (Post-Vulcanization Adhesive Bonding)
Cold bonding is performed after the rubber component has already been cured. The rubber and metal surfaces are cleaned and roughened, and an adhesive is applied at room or moderate temperature. Since the rubber is not curing simultaneously with the adhesive, the bond strength is typically lower than co-vulcanized systems.
- Used for repair, retrofit or secondary assembly.
- No simultaneous vulcanization.
- Lower fatigue resistance under dynamic loads.
- Highly dependent on surface condition and adhesive curing.
- Not recommended for high-load structural use.
5. Insert Moulding (Metal Integration)
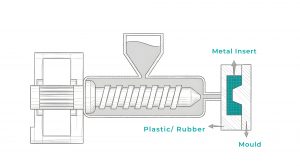
Insert moulding involves placing a pre-machined metal component inside the mould before rubber injection or compression moulding. During vulcanization, the rubber flows around the insert and bonds through chemical, mechanical or hybrid mechanisms depending on surface treatment. This method allows accurate positioning of the metal within the rubber body and ensures controlled load transfer within the assembly.
- Enables dimensional control of metal insert position.
- Can combine adhesive bonding and mechanical retention.
- Suitable for vibration control and isolation systems.
- High repeatability in production.
- Requires precise insert placement and controlled mould flow.
Materials Used in Rubber to Metal Bonding
Rubber-to-metal bonding combines selected elastomers with compatible metal substrates using controlled adhesive systems and moulding techniques. Material selection directly influences bond strength, fatigue resistance, chemical stability and long-term durability.
Common Elastomers Used in Rubber-to-Metal Bonding
| Elastomer | Key Properties | Typical Applications |
|---|---|---|
| Natural Rubber (NR) | High elasticity, excellent resilience, strong fatigue resistance | Shock absorbers, vibration mounts |
| Nitrile Rubber (NBR) | Oil and fuel resistance | Automotive seals, engine components |
| EPDM | Weather, ozone, and water resistance | HVAC systems, outdoor components |
| Silicone (VMQ) | High-temperature stability, flexibility | Electrical insulation, thermal components |
| Fluor elastomer (FKM / Viton) | High heat and chemical resistance | Chemical processing, high-temp sealing |
| Neoprene (CR) | Balanced flexibility and chemical resistance | General industrial bonded components |
Common Metal Substrates
| Metal | Key Characteristics | Typical Use |
|---|---|---|
| Carbon Steel | High strength, cost-effective | Structural bonded mounts |
| Aluminium | Lightweight, corrosion resistant | Automotive and aerospace assemblies |
| Stainless Steel | Superior corrosion resistance | Marine and chemical environments |
| Brass / Copper | Good sealing compatibility | Specialized sealing components |
Adhesives, Primers & Process Materials
| Material / System | Function |
|---|---|
| Chemlok Adhesives | Two-coat primer and cover system for strong rubber-metal adhesion |
| Phenolic Resin Systems | Heat-resistant bonding agents |
| Silane Primers | Used for silicone-to-metal bonding |
| Zinc Phosphate Treatment | Surface preparation for improved adhesion |
| Injection / Transfer / Compression Moulding | Controlled moulding processes for uniform bonding |
| Over moulding | Encapsulates metal inserts within rubber |
| Foam Tapes (e.g., VHB) | Used for secondary bonding of pre-cured rubber |
Step-by-Step Rubber to Metal Bonding Process
Rubber-to-metal bonding is not a single operation. It is a controlled manufacturing sequence where surface condition, adhesive chemistry and vulcanization must function as an integrated system. Bond strength is determined less by adhesive choice alone and more by the stability and repeatability of each production stage.
1. Part Design and Engineering Review
Before production begins, engineers evaluate insert geometry, material selection and mould interaction. Insert shape influences stress distribution, rubber flow, and flash control. The metal substrate must match service conditions, while the elastomer must be compatible with both operating environment and bonding system. Key considerations include:
- Insert orientation within the mould
- Positive shut-off to prevent flash
- Selection of elastomer (e.g., NBR, EPDM, FKM)
- Selection of substrate (steel, aluminum, brass)
Insert thickness and edge geometry must also be reviewed to prevent stress concentration at the bond line. Sharp transitions between bonded and unbonded regions can increase peel stresses during service. Engineers may incorporate radii or bonding margins to reduce interfacial stress gradients.
Dimensional tolerances of stamped or machined inserts must be controlled to ensure repeatable mould positioning. Variations in insert flatness or thickness can lead to uneven rubber flow and inconsistent bonding pressure.
Example: In an engine mount assembly, carbon steel inserts are selected for structural strength, while NBR is chosen for oil resistance. The insert is designed with controlled shoulders to allow positive mould shut-off and minimize flash during compression moulding. The bonding margin is defined to prevent edge peeling during cyclic engine vibration.
2. Metal Surface Conditioning
Surface preparation establishes the bonding interface. The metal must be free from oil, oxide layers, machining debris and moisture to ensure proper adhesive wetting. Surface energy and surface profile directly influence bond consistency. Preparation typically includes:
- Solvent or alkaline degreasing
- Abrasive blasting (commonly aluminum oxide)
- Optional chemical conversion coating
- Complete drying before priming
Surface roughness must be uniform across the bonding area. Inconsistent blasting pressure or media size can create localized weak bonding zones. Surface cleanliness is often verified visually or through controlled process validation rather than relying solely on operator judgment.
Environmental exposure between blasting and priming must be minimized. Humidity can accelerate surface oxidation, especially on carbon steel substrates. In controlled production environments, inserts may be stored in low-humidity areas before adhesive application.
Example: For suspension bushings using steel inserts, grit blasting is controlled to Ra 2–5 µm and primer is applied within a defined time window to prevent surface oxidation before adhesive coating. Inserts exposed beyond this window are re-blasted to restore surface condition before bonding.
3. Adhesive Primer System Application
Bonding systems commonly use a two-coat system consisting of a primer and a cover adhesive. The primer promotes adhesion to the metal oxide layer, while the cover coat chemically reacts with the rubber during curing. Critical controls include:
- Adhesive viscosity and mixing ratio
- Film thickness control
- Application method
Spray application: Adhesive is atomized and evenly deposited onto the metal surface using controlled air or pressure systems for uniform coating thickness.
-
- Dip application: The metal insert is immersed into the adhesive bath to achieve complete and consistent surface coverage.
- Brush application: Adhesive is manually applied using a brush, typically for low-volume production, touch-up, or localized bonding areas.

- Dip application: The metal insert is immersed into the adhesive bath to achieve complete and consistent surface coverage.
- Controlled drying or baking cycle
Coating uniformity across complex insert geometries must be maintained. Masking may be used to prevent adhesive application on non-bonding areas. Film thickness is typically controlled through calibrated spray systems or controlled dipping cycles to ensure repeatability.
Drying temperature and duration must allow complete solvent evaporation without premature curing of the adhesive layer. Excessive drying temperature can reduce reactivity during vulcanization.
Example: In vibration isolator production, a two-coat adhesive is spray-applied and oven-dried at controlled temperature to ensure solvent evaporation before the insert enters the moulding press. Adhesive film thickness is periodically verified to maintain consistent bond performance across production batches.
4. Insert Placement and Moulding Process
After adhesive preparation, the insert is positioned within the mould cavity. Insert alignment must remain stable during rubber flow to maintain uniform stress distribution. In rubber to metal moulding, rubber is introduced through three primary moulding methods depending on production volume, insert geometry and bonding requirements
- Compression Moulding:Pre-measured rubber is placed directly into the mould cavity and compressed under heat and pressure. Suitable for low-to-medium volume parts and metal insert components.
- Transfer Moulding:Rubber is placed in a transfer chamber and forced into the mould cavity under pressure. This method provides better control for complex geometries.
- Injection Moulding:Rubber is plasticized and injected into the mould under high pressure. Ideal for high-volume, repeatable production.
Moulding stability including temperature, pressure, venting and clamp force determines uniform adhesive contact and bond continuity. Air entrapment or uneven cavity fill can reduce effective bonding area and compromise structural reliability.
5. Vulcanization (Curing)
During moulding, heat and pressure initiate rubber crosslinking and activate the bonding system. The adhesive reacts with the elastomer to form a permanent bond at the interface. Cure cycle parameters include:
- Temperature
- Time
- Pressure
Cure time must be matched to compound formulation and part thickness. Thicker sections may require extended cure times to ensure full crosslink development throughout the elastomer body. Uneven mould heating can create localized under-cured regions.
Pressure must remain sufficient to maintain intimate contact between rubber and adhesive-coated insert throughout the cure cycle. Loss of pressure or premature mould opening can disrupt bond formation.
Example: For NBR bonded to steel, cure temperatures typically range between 150–180°C. Deviations from validated cure cycles may affect both rubber hardness and bond reliability. In high-load mounts, cure parameters are validated through trial production runs to ensure consistent crosslink density and adhesion strength.
Quality Inspection and Testing
Quality validation in rubber-to-metal bonding is centred on verifying bond integrity, dimensional stability, and manufacturing consistency. The objective is not only to confirm initial adhesion strength but also to ensure that the bonded interface performs reliably under expected service loads and environmental conditions. Testing methods are selected based on application requirements, load direction, and regulatory standards.
Peel Testing:
Peel testing evaluates the bond’s resistance to separation under progressive tensile loading at a defined angle (commonly 90° or 180°). This method is particularly useful for flexible assemblies where peel stresses may develop during service. Peel testing provides practical insight into interfacial continuity and identifies weak bonding regions caused by inconsistent surface preparation or adhesive application. The test measures:
- Peel strength (force per unit width).
- Failure mode (adhesive, cohesive, or substrate).
- Uniformity of bond along the interface.
Shear Testing:
Shear testing determines the bond’s ability to resist forces acting parallel to the bonded interface. Since many bonded components primarily experience shear loading in service (e.g., bushings, mounts, isolators), this test is critical for structural validation. The test evaluates:
- Maximum shear load capacity.
- Elastic deformation before failure.
- Stability under sustained or cyclic loading.
Adhesion Strength Evaluation:
Adhesion strength testing quantifies the force required to separate rubber from metal under controlled laboratory conditions. It is often performed using tensile pull-off methods or standardized destructive tests. Beyond numerical strength values, inspection focuses on:
- Location of failure (interface vs rubber matrix).
- Consistency across multiple production samples.
- Correlation with process parameters.
Visual Inspection:
Visual inspection remains a fundamental quality control step. Trained inspectors assess:
- Surface coverage of adhesive layers.
- Presence of voids, air entrapment or incomplete fill.
- Edge separation or flashing irregularities.
- Surface contamination or oxidation.
Environmental validation:
Environmental validation tests assess bond performance under simulated service conditions without entering detailed failure analysis. These may include:
- Heat aging exposure.
- Oil or chemical immersion.
- Humidity cycling.
- Thermal cycling within specified ranges
The goal is to confirm bond stability under anticipated environmental stresses rather than conduct root-cause failure investigation. Post-exposure mechanical testing verifies whether adhesion strength remains within defined acceptance limits.
Consistent quality in rubber-to-metal bonding is achieved only when surface preparation, adhesive application, moulding control and cure parameters operate within defined and repeatable manufacturing limits. Testing serves as both verification and feedback, ensuring that process discipline translates into durable interfacial performance.
Applications of Rubber-to-Metal Bonded Components Across Industries
Rubber-to-metal bonded components, including engineered rubber to metal bonded parts, are used wherever vibration isolation, sealing integrity or controlled flexibility must coexist with structural stability. Their performance depends on material compatibility, load path design and environmental resistance.
- Automotive: Engine mounts, suspension bushings and vibration isolators rely on bonded assemblies to absorb dynamic loads while maintaining alignment under thermal cycling and oil exposure.
- Marine: Propulsion mounts and corrosion-resistant isolators operate under continuous moisture exposure and salt-laden environments, requiring stainless or treated substrates.
- HVAC Systems: Bonded dampers and vibration pads reduce mechanical transmission between compressors and structural frames while resisting temperature fluctuation and humidity.
- Heavy Equipment: Construction and mining machinery use bonded bushings and isolators to manage shock loading and high cyclic stress in abrasive environments.
- Aerospace: Precision isolation components and control system mounts require tight dimensional control and stable performance across wide temperature ranges.
- Chemical Processing: Sealing systems and bonded liners must withstand aggressive fluids, high temperatures and sustained mechanical stress without interfacial degradation.
Rubber to metal bonded parts are widely used in vibration isolation, sealing systems and structural support applications where dynamic load transfer and environmental durability are critical..
Why Choose Schilthorn Precision for Rubber-to-Metal Bonded Components?
With over 18+ years of precision manufacturing expertise, Schilthorn Precision Engineering Pvt. Ltd. delivers rubber-to-metal bonded components engineered for structural reliability and long-term performance. Our process integrates precision insert machining, controlled surface conditioning, Nylox and advanced surface treatments where required, validated primer and adhesive systems, and stable compression or transfer moulding under defined cure parameters. Backed by CMM-verified inspection and ISO 9001 & AS9100 certified quality systems, every bonded assembly is produced within controlled tolerance limits to ensure consistent adhesion strength and dimensional accuracy across production runs.