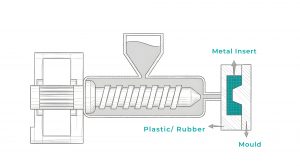
Rubber to metal bonding is a controlled thermochemical joining method in which an elastomer is permanently attached to a metallic insert during vulcanization. Because the bonded interface cannot be inspected after curing, performance depends entirely on disciplined surface preparation, adhesive control and process stability.
Metal to rubber bonding is technically challenging because it involves joining materials with fundamentally different mechanical and thermal characteristics. Elastomers deform elastically and exhibit high strain capability, while metals maintain rigid structural behaviour. Differences in modulus, surface energy and coefficient of thermal expansion create interfacial stress during curing and under service conditions. Maintaining a stable bond therefore requires strict control of surface condition, adhesive activation and curing parameters.
For precision engineered injection moulding components interfacial separation between rubber and metal reduces fatigue life and structural reliability. Bond failure is rarely caused by a single defect; it is typically the result of cumulative process imbalance. The following sections explain how Chemlok adhesive systems influence interfacial stability, load transfer behaviour and long-term bond reliability in the rubber to metal bonding process.
What Are Chemlok Adhesive?
Naturally rubber does not stick to metal, Chemlok adhesives form a chemical bridge between the metal and rubber surface which ensure better bonding. Chemlok is a brand name by Lord Corporation now a part of Parker Hannifin, they are adhesives which form thermosetting bonding systems used in rubber to metal bonding applications to create a chemically integrated interface between an elastomer and a metallic substrate during vulcanization. They are not surface glues; they function as reactive interfacial layers that enable load transfer across dissimilar materials. Chemlok adhesives are generally called “Chemlok” because the brand name became a generic industry term for rubber-to-metal bonding adhesives.
In the rubber to metal bonding process, the adhesive is applied to a properly prepared metal surface prior to molding. During curing, it undergoes chemical interaction with both the metal oxide layer and the rubber compound, forming a crosslinked structure that stabilizes the interface.
The performance of Chemlok adhesive systems depends on controlled surface roughness, surface cleanliness, coating thickness and curing parameters. When properly applied, the bonded interface fails cohesively within the rubber rather than adhesively at the metal boundary, indicating interfacial stability.
Chemlok Adhesive Systems Used in Rubber to Metal Bonding:
| Adhesive Grade | System Type | Primary Function | Typical Engineering Application |
|---|---|---|---|
| 205 / 207 | Primer | Metal surface activation layer | Base layer in multi-coat rubber to metal bonding systems |
| 220 | Covercoat | Elastomer bonding layer | General purpose rubber-to-metal molding applications |
| 250 | One-Coat | Combined primer + covercoat system | Process efficient bonding of multiple elastomer types |
| 607 / 608 | One-Coat / Two-Coat | Silicone-compatible bonding system | Silicone to metal assemblies requiring thermal stability |
| 5151 | Covercoat | Fluoroelastomer bonding | Viton® (FKM) to metal components exposed to chemicals or heat |
| CB150 | Cold-Bond System | Ambient-temperature bonding | Rubber repair, pulley lagging, non-vulcanized bonding |
Role Of Chemlok Adhesive In Rubber To Metal Bonding:
Chemlok adhesive defines how the bonded interface behaves during molding and under service load. In production rubber-to-metal molding, its role is determined by interfacial strength, stress transfer behaviour and long-term stability.
-
Interfacial Bond Formation During Vulcanization.
Chemlok adhesive governs how the interface develops when the elastomer cures against the prepared metal insert. Under heat and pressure, the adhesive reacts with the metal oxide surface while integrating into the rubber crosslink network. Uniform film thickness and proper flash-off ensure consistent interfacial development across the insert geometry. If this reaction is incomplete, the bond may appear acceptable initially but degrade under operational load.
In bonded suspension bushings, inadequate interfacial development often results in early edge separation during torsional cycling rather than immediate rubber failure.
-
Metal Surface Anchorage Stability.
After grit blasting and surface activation, the primer establishes mechanical and chemical anchorage to the substrate. This anchorage resists shear stress generated during deformation and vibration. Variations in surface cleanliness or coating consistency directly influence anchorage stability. Localised weak zones typically become initiation points for delamination.
In over moulded steel sleeves, bond degradation frequently begins at radius transitions where anchorage coverage is inconsistent.
-
Stress Distribution Across Dissimilar Materials.
Rubber exhibits elastic strain under load, while metal maintains rigidity. The adhesive layer forms a transitional interphase that distributes strain between these materials rather than allowing stress to concentrate at a single boundary. This reduces localised strain accumulation at insert edges and geometric Proper stress distribution improves resistance to crack initiation under dynamic conditions.
In engine mounts subjected to cyclic compression, inadequate stress transition at the interface can shorten fatigue life despite acceptable static peel strength.
-
Differential Thermal Expansion Accommodation.
During curing and service exposure, rubber and metal expand and contract at different rates due to differences in their coefficients of thermal expansion. The adhesive must maintain bond integrity while accommodating this dimensional mismatch. Residual shear stress develops as the assembly cools from cure temperature, and repeated heating intensifies this effect. Stability under thermal cycling is therefore dependent on adhesive flexibility and anchorage balance.
Under-hood bonded components exposed to repeated temperature variation often exhibit interfacial micro-cracking when differential thermal expansion is not properly managed.
-
Load Transfer Integrity.
Bonded assemblies must transmit tensile, compressive and torsional loads without relative movement between materials. The adhesive ensures effective force transfer from elastomer body to metal insert across the entire contact area. Weak or uneven interfacial regions result in stress concentration and progressive degradation under load. Load transfer stability is essential for maintaining dimensional and functional reliability.
In torque-loaded bonded sleeves, insufficient interfacial load transfer can lead to rotational slip rather than cohesive rubber deformation.
-
Cohesive Failure Hierarchy Control.
A correctly engineered rubber-to-metal bond exhibits cohesive rubber failure rather than adhesive separation at the metal boundary. This confirms that interfacial strength exceeds the cohesive strength of the elastomer matrix. Adhesive performance influences this strength hierarchy through proper reaction, anchorage and curing discipline. Validation testing relies on this failure mode to confirm bond reliability.
During peel testing of vibration isolators, rubber-tearing failure indicates correct interfacial integration, whereas clean metal exposure signals adhesive instability.
-
Fatigue Resistance Under Cyclic Loading.
Repeated compression, torsion and vibration create micro-movement at the bonded interface. The adhesive layer resists crack initiation and slows propagation by maintaining interfacial cohesion under cyclic stress. Fatigue performance depends on uniform bonding across stress-sensitive regions. Even minor inconsistencies can accelerate progressive delamination.
In high-cycle vibration dampers, interfacial fatigue degradation often determines service life more than bulk rubber hardness or stiffness.
-
Environmental and Corrosion Protection at the Bond Line.
Moisture ingress, oils and chemical exposure can initiate corrosion beneath unstable bond lines. The adhesive contributes to sealing the interface and limiting environmental penetration when properly applied with compatible primer systems. Protection of the metal surface prevents progressive weakening of adhesion over time. Long-term durability depends on maintaining this protected boundary.
Industrial rollers operating in wash-down environments frequently fail due to corrosion-driven delamination when bond-line sealing is inadequate.
Industrial Applications of Chemlok-Based Rubber to Metal Bonded Parts
Chemlok-based rubber to metal bonded parts is used in applications where controlled load transfer, vibration isolation and long-term interfacial stability are critical. The adhesive enables structural integration between elastomer and metallic insert during rubber to metal molding ensuring that bonded assemblies function as mechanical components rather than layered attachments.
-
Automotive Suspension & Engine Mounts
In bonded suspension bushings and engine mounts, elastomer components must absorb torsional and compressive loads while remaining anchored to steel sleeves or housings. The chemlok rubber to metal adhesive ensures that cyclic deformation results in cohesive rubber strain rather than adhesive separation. Fatigue resistance under high-cycle vibration determines service life.
-
HVAC Vibration Isolation Systems
HVAC isolators rely on bonded elastomer-metal assemblies to reduce transmitted vibration and noise. These systems operate under repeated compression and moderate thermal variation. Stable interfacial adhesion prevents edge separation and maintains dimensional alignment of metal mounting points.
-
Marine & Offshore Equipment
Marine bonded components are exposed to moisture, salt and thermal fluctuation. Adhesive systems must resist corrosion induced delamination and maintain anchorage stability over extended intervals. Surface preparation discipline and corrosion-resistant substrates are critical in these environments.
-
Aerospace Elastomeric Isolators
Aerospace applications demand predictable behaviour under dynamic loading and temperature variation. Bonded isolators must withstand vibration without progressive interfacial degradation. In such systems, cohesive rubber failure during validation testing confirms correct adhesive integration.
-
Chemical & High-Temperature Assemblies
Fluoroelastomer (FKM) bonded sleeves and mounts used in chemical processing equipment require thermal and chemical resistance. Specialized Chemlok grades compatible with FKM compounds ensure that bond integrity is maintained under aggressive exposure conditions.
Across industries, performance reliability of rubber to metal bonded components depends not only on elastomer formulation but on consistent adhesive control and process repeatability.
Chemlok adhesive plays a defining role in the rubber to metal bonding process by transforming two mechanically dissimilar materials into a structurally integrated assembly. Its function extends beyond initial adhesion to controlling interfacial stability, stress transfer behaviour, thermal mismatch accommodation and long-term fatigue resistance. When surface preparation, coating application and curing parameters are disciplined and repeatable, the bonded interface exhibits cohesive rubber failure rather than adhesive separation, confirming interfacial integrity. In engineered rubber to metal bonded components, reliable performance is therefore not achieved by adhesive selection alone but by precise control of the interphase that Chemlok systems are designed to create during vulcanization.
Why Partner with Schilthorn for Rubber to Metal Bonded Components
With over 18+ years of precision manufacturing experience, Schilthorn Precision Engineering delivers rubber to metal bonded components in millions. Our controlled rubber to metal molding processes, validated adhesive application protocols, and calibrated inspection systems including CMM-based dimensional verification ensure tolerance integrity, geometric consistency, and predictable interfacial performance across production batches. By combining disciplined surface preparation, process-controlled vulcanization, and repeatable manufacturing stability, we help engineering teams achieve cohesive bond reliability rather than variable adhesion outcomes in demanding industrial applications. Have a rubber metal components requirement? Share your technical drawings or specifications with our engineering team to discuss your next rubber to metal bonding project. Contact Us Now